三菱FX PLC入門之自動(dòng)小車控制程序
吳翠萍
發(fā)布于2020-09-18 14:47
18
2
標(biāo)簽:三菱FX PLC,三菱PLC
 【點(diǎn)擊領(lǐng)取】三菱案例 | 西門子案例 | 電工手冊(cè) | 工具箱 軟件
【點(diǎn)擊領(lǐng)取】三菱案例 | 西門子案例 | 電工手冊(cè) | 工具箱 軟件
【點(diǎn)擊獲取】三菱PLC例程117個(gè)|西門子PLC例程777個(gè)
【點(diǎn)擊下載】2020新電工仿真軟件
學(xué)而不思則罔�����,不管是學(xué)習(xí)任何知識(shí)��,可以說“學(xué)以致用”才是學(xué)習(xí)的意義�。“學(xué)以致用”就需要我們結(jié)合實(shí)際����,把所學(xué)的知識(shí)發(fā)揮到大的用處,而非紙上談兵���。PLC也是如此�,作為自動(dòng)化控制的一門技術(shù)��,掌握PLC,就必須要把它運(yùn)用到實(shí)際中解決各種問題�����。
學(xué)習(xí)三菱PLC也有一段時(shí)間了����,在我以為自己終于筑基成功,可以參與實(shí)戰(zhàn)����,進(jìn)行簡單程序設(shè)計(jì)的時(shí)候,《三菱FX PLC編程與應(yīng)用入門》第六章狠狠甩了我一巴掌����。別說簡單程序設(shè)計(jì),我可能連看懂程序都做不到�����,看來修仙之路(學(xué)習(xí)PLC)漫漫��,我要做好學(xué)到老的準(zhǔn)備了��。

這次�����,我就來跟大家一起來分享一下我的血淚史,啊呸!學(xué)習(xí)一下PLC的應(yīng)用程序吧�。
一、PLC控制系統(tǒng)的設(shè)計(jì)原則與步驟
和大多數(shù)編程設(shè)計(jì)一樣,PLC控制系統(tǒng)的設(shè)計(jì)也有它的原則和步驟內(nèi)容�����,當(dāng)然��,這些原則步驟啥的,基本大同小異��,李老師在課程中也講得很詳細(xì)����。
其中,PLC控制系統(tǒng)設(shè)計(jì)的原則有:
1�����、大限度地滿足被控制對(duì)象的要求;
2����、盡可能使控制系統(tǒng)簡單、經(jīng)濟(jì)�、實(shí)用、可靠且維護(hù)方便;
3、確?��?刂葡到y(tǒng)�����、操作人員及生產(chǎn)安全設(shè)備的安全;
4��、考慮生產(chǎn)的發(fā)展和工藝的更改����,對(duì)所采用的PLC容量留有適當(dāng)?shù)挠嗟亍?/span>
而PLC控制系統(tǒng)的設(shè)計(jì)步驟和內(nèi)容�����,就猶如“一千個(gè)人眼中有一千個(gè)哈姆雷特”�����,不同的人對(duì)于PLC設(shè)計(jì)會(huì)有著不同的方法�����。不過像我這種初學(xué)者的話��,還是要一步一步來,先按老師的思路且學(xué)且思�����。
即PLC控制系統(tǒng)設(shè)計(jì)步驟一般有:
1���、結(jié)合現(xiàn)場(chǎng)工況��,分析控制要求;
2�����、確定PLC控制系統(tǒng)的硬件結(jié)構(gòu)組成;
3�、PLC的用戶程序設(shè)計(jì);
4����、PLC控制系統(tǒng)的調(diào)試;
5、編寫技術(shù)文件
總而言之���,PLC控制系統(tǒng)設(shè)計(jì)不是可以一蹴而就的�,它需要我們花費(fèi)大量的時(shí)間和精力����,不斷地積累經(jīng)驗(yàn)���。顯然�����,到目前為止���,我的經(jīng)驗(yàn)是0 ��,開心~(并沒有)
二�、六工位料車控制程序
知道了原則和步驟�����,我們接著來看一個(gè)六工位料車控制實(shí)例��,如下圖所示��。電動(dòng)小車供六個(gè)加工點(diǎn)使用����,電動(dòng)車在六個(gè)工位之間運(yùn)行���,每個(gè)工位均有一個(gè)到位行程開關(guān)和呼叫按鈕��。
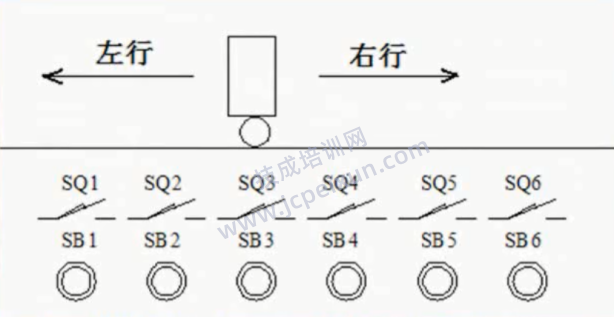
1��、該實(shí)例的控制要求
送料車開始可以在六個(gè)工位中的任一工位上停止并壓下相應(yīng)的行程開關(guān)�。PLC啟動(dòng)后��,任一工位呼叫后�����,點(diǎn)動(dòng)下車均能駛向該工位并停止在該工位上����。
2、電動(dòng)小車運(yùn)行分析
一提到運(yùn)動(dòng)的控制�,就離不開電機(jī)的運(yùn)行,所以�����,小車的運(yùn)行我們就可以用電機(jī)來實(shí)現(xiàn)���,而且小車的向左向右前進(jìn)方向可以通過電機(jī)的正反轉(zhuǎn)來控制�。So���,電機(jī)正反轉(zhuǎn)程序就必須要有的了����。

那么小車什么時(shí)候向左���、什么時(shí)候向右呢?也就是說���,電機(jī)在什么條件下正轉(zhuǎn)�、什么條件下反轉(zhuǎn)?
假設(shè)小車停在3號(hào)工位����,當(dāng)1號(hào)或2號(hào)工位呼叫時(shí),小車就要向左運(yùn)行��,反之��,當(dāng)4��、5�����、6號(hào)工位呼叫時(shí)����,小車就得向右運(yùn)行。小車在3號(hào)工位���,那么3號(hào)工位相應(yīng)的行程開關(guān)閉合�。
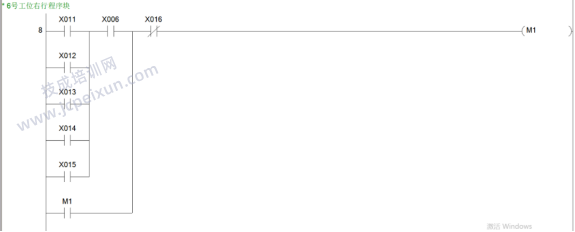
如果6號(hào)工位呼叫,小車右行��,當(dāng)?shù)竭_(dá)6號(hào)工位碰到SQ6后停止運(yùn)行��。也就是說���,3號(hào)行程開關(guān)閉合的情況下,按下令6號(hào)工位的呼叫開關(guān)�����,控制小車的電機(jī)啟動(dòng);小車從3號(hào)工位到6號(hào)工位過程中�����,電機(jī)持續(xù)運(yùn)轉(zhuǎn)����,當(dāng)小車到達(dá)6號(hào)工位,6號(hào)工位行程開關(guān)閉合�����,控制小車的電機(jī)停止運(yùn)轉(zhuǎn)�����,顯然,這就是一個(gè)“起保?�!背绦?����。
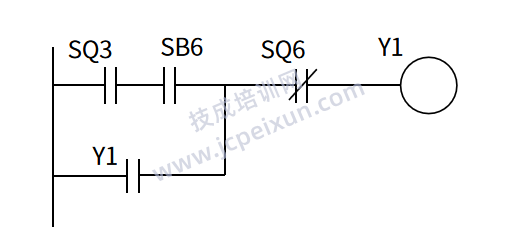
舉一反三�,若小車開始的位置不是3號(hào)工位,依然是6號(hào)工位呼叫�,小車會(huì)怎樣行動(dòng)呢?很顯然,由于6號(hào)工位在右邊����,小車的起始位置可能是1到5號(hào)工位中的任一個(gè)。也就是說����,一旦6號(hào)工位呼叫,小車都是右行��,這里就有5個(gè)“起保?�!背绦?����。
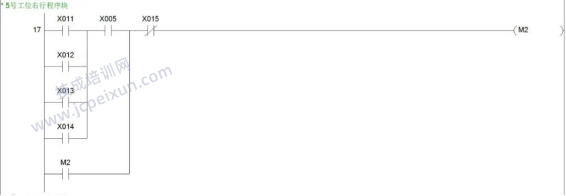
但電機(jī)只有一臺(tái),如果我們用Y1表示小車的右行���,那當(dāng)4號(hào)或5號(hào)工位呼叫小車時(shí)也是右行����,不同梯級(jí)不能重復(fù)使用一個(gè)線圈�����,但我們可以借助通用輔助繼電器線圈M來表示小車的各種行程����,如6號(hào)工位呼叫小車右行用線圈M1控制�,依次類推,5號(hào)工位呼叫小車右行用線圈M2控制……基于此��,合并整理6號(hào)工位呼叫的幾種可能���,得出下圖��。

因?yàn)?號(hào)工位在右邊�,所以它沒有呼叫小車左行的控制。同樣的�,1號(hào)工位在左邊,所以1號(hào)工位也只能呼叫小車左行�,但我們現(xiàn)在先不討論小車左行的控制。
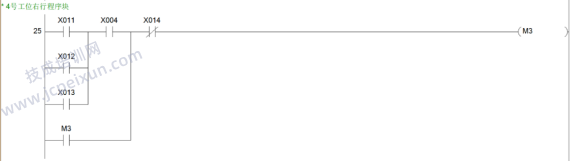
我們?cè)賮矸治鲆幌庐?dāng)5號(hào)工位呼叫時(shí)小車的行程可能����。由于6號(hào)工位是在5號(hào)的右邊,所以只有當(dāng)小車起始位置在1��、2�����、3���、4號(hào)工位時(shí)��,5號(hào)工位才可能呼叫小車右行�。在6號(hào)工位呼叫小車右行的基礎(chǔ)上去掉6號(hào)工位的行程開關(guān)��,得出下圖�����。
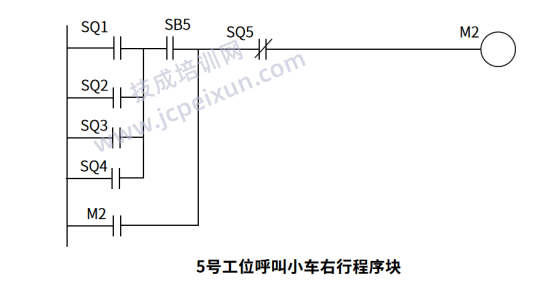
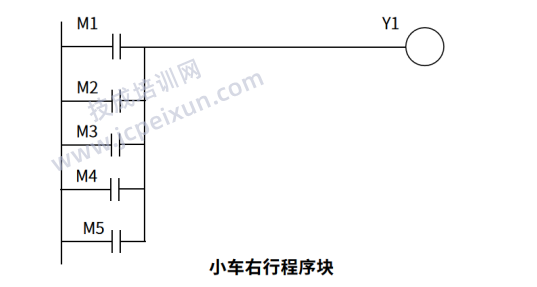
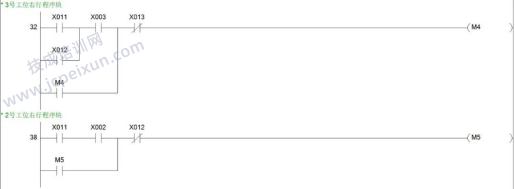
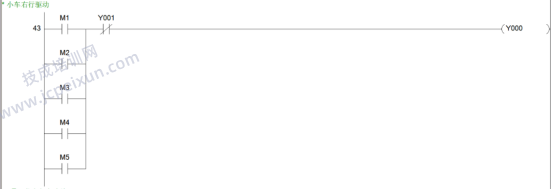
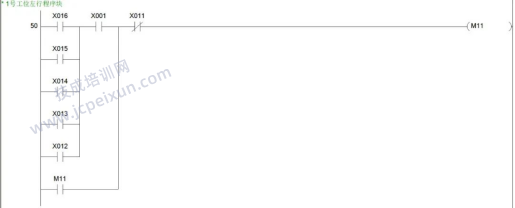
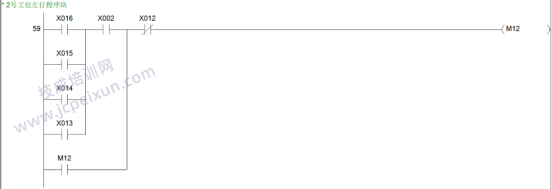
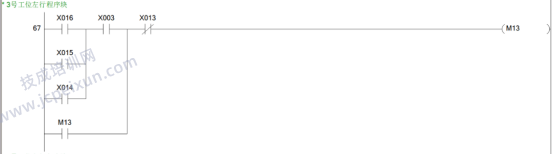
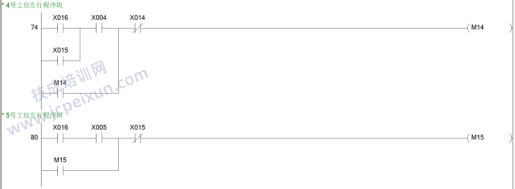
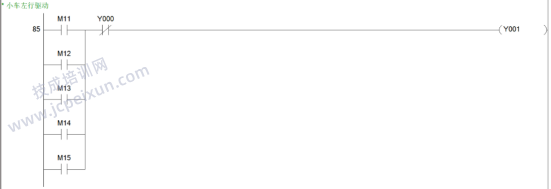
同樣是思路我們可以很快得出2、3��、4號(hào)工位呼叫小車右行的程序塊���。綜上�����,小車右行的程序塊就有5個(gè)�����,也就說,從M1~M5這5個(gè)輔助控制繼電器線圈都是用于控制小車的右行�����。小車右行的輸出線圈為Y1����,所以我們可以寫出小車右行的程序塊如下圖。
小車左行的運(yùn)行分析也和上文類似��,我們可以先從1號(hào)工位開始分析�,在這里我就不再贅述�。另外��,當(dāng)小車左行的過程中�����,它是不可能右行的�,也就是電機(jī)不可能同時(shí)正反轉(zhuǎn),所以有必要給小車的右行程序塊和左行程序塊加一個(gè)互鎖控制�。
3、I/O地址分配表
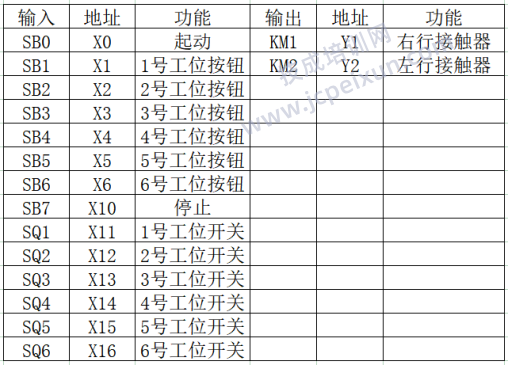
在原有的按鈕和開關(guān)基礎(chǔ)上添加起動(dòng)和停止的觸點(diǎn)X0和X10�,Y1和Y2分別控制小車的左行和右行。
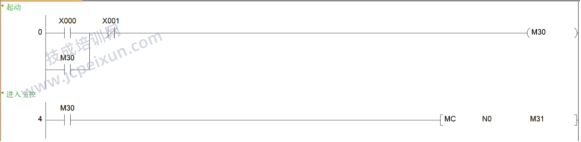
4�����、梯形圖

六工位料車控制的這個(gè)程序��,這么一寫��,其實(shí)一點(diǎn)都不簡單��,如果給我自己一個(gè)人寫�����,那用腳指頭想都知道是寫不出的。但我也知道�����,想“一口吃成個(gè)胖子”是不可能的���,所以依我目前的水平�����,或者說��,依一個(gè)初學(xué)者的水平來說�,我認(rèn)為我們能看懂一個(gè)程序�、能分析出該程序的各個(gè)功能也就可以了���,還有的就是培養(yǎng)程序分析設(shè)計(jì)的思路��。
因?yàn)樵俣嗟睦碚撨€是要結(jié)合實(shí)際工作才能事半功倍�����,真正的掌握PLC這項(xiàng)技能����。那么,這次的學(xué)習(xí)分享就到這里吧!
選自《三菱FX PLC編程與應(yīng)用入門》第六章第20課時(shí)
(技成培訓(xùn)網(wǎng)原創(chuàng)�,作者:楊思慧,未經(jīng)授權(quán)不得轉(zhuǎn)載�,違者必究!)

技成培訓(xùn)
微信公眾號(hào):jcpeixun
|

技成電工課堂
微信公眾號(hào):jcdgkt
|

技成PLC課堂
微信公眾號(hào):jc-plc
|
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)