案例 | 械手和傳送帶并行執(zhí)行的順序控制
吳翠萍
發(fā)布于2020-08-05 16:04
23
2
標簽:三菱PLC,PLC案例
 【點擊領(lǐng)取】三菱案例 | 西門子案例 | 電工手冊 | 工具箱 軟件
【點擊領(lǐng)取】三菱案例 | 西門子案例 | 電工手冊 | 工具箱 軟件
【點擊獲取】三菱PLC例程117個|西門子PLC例程777個
【點擊下載】2020新電工仿真軟件
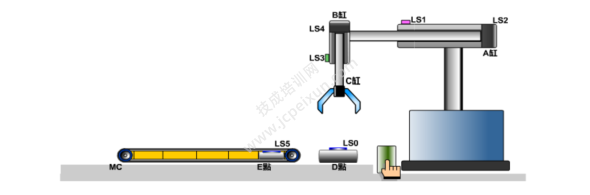
今天技成培訓(xùn)網(wǎng)給大家講解一個步進順序控制的案例,機械手控制系統(tǒng)�,這個系統(tǒng)并不是簡單的只有機械手動作的單流程結(jié)構(gòu),而是機械手和傳送帶并行執(zhí)行的結(jié)構(gòu)��,我們稱之為并行性分支流程結(jié)構(gòu)��。
其實該控制系統(tǒng)是利用機械手臂搬運工件���,傳送帶傳送工件���。
控制要求如下:
1���、工件的補充使用人工控制,可直接將工件放在D點(LS0動作)����。
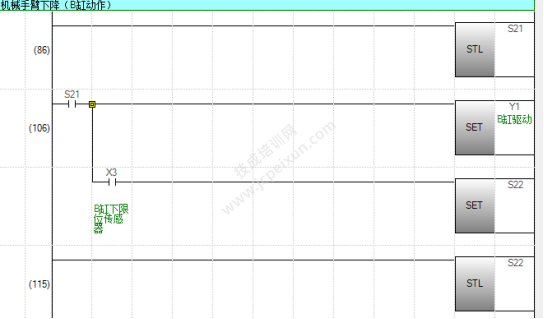
2、只要D點有工件���,機械手臂即先下降(B缸動作)將工件抓取(C缸動作)后上升(B缸復(fù)位)��,再將工件搬運(A缸動作)到E點上方����,機械手臂再次下降(B缸動作)后放開(C缸復(fù)位)工件����,機械手臂上升(B缸復(fù)位),后機械手臂再回到原點(A缸復(fù)位)�����。
3、A,B,C缸均為單作用氣缸���,使用電磁控制�����。C缸在抓取或放開工件后,都需有1秒的間隔���,機械手臂才能動作�����。
4���、當(dāng)E點有工件且B缸已上升到LS4時,傳送帶馬達轉(zhuǎn)動以運走工件���,經(jīng)2秒后傳送帶馬達自動停止���。工件若未完全運走(計時未到)時,則應(yīng)等待傳送帶馬達停止后才能將工件移走����。
我們首先對機械手控制系統(tǒng)的控制功能進行分析��。
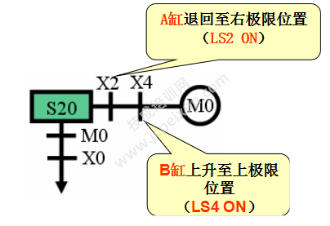
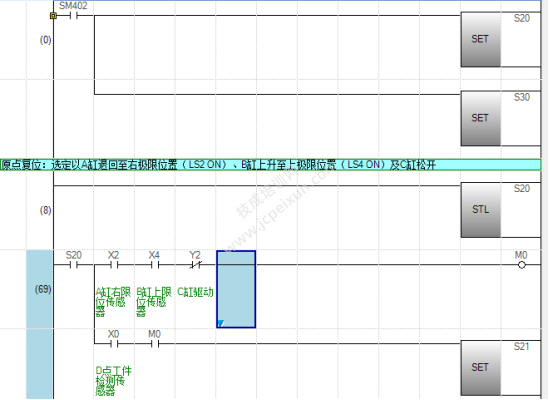
1����、原點復(fù)位:選定以A缸退回至右極限位置(LS2 ON)��、B缸上升至上極限位置(LS4 ON)及C缸松開為機械手臂的原點��。執(zhí)行一個動作之后�,應(yīng)做原點復(fù)位的偵測(因為A、B�����、C缸均為單作用氣缸�,所以會自動退回原點)。
2��、工件搬運流程:動作為循環(huán)式單流程結(jié)構(gòu)�。
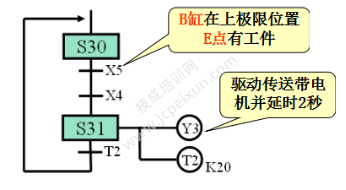
3、傳送帶流程:在檢測到E點有工件�,且B缸在上極限位置時,應(yīng)驅(qū)動傳送帶轉(zhuǎn)動。
4�、工件搬運和傳送帶兩個流程可以同時進行,使用并行性分支流程來完成����。
我們在對控制功能分析之后,然后對機械手控制系統(tǒng)進行IO分配���。

接著是根據(jù)機械手控制系統(tǒng)的流程規(guī)律和轉(zhuǎn)移條件��,繪制順序功能圖。
1���、原點復(fù)位流程
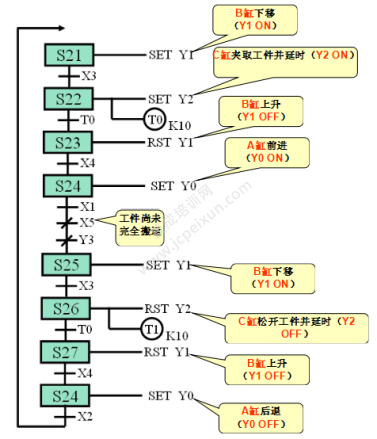
2�����、工件搬運流程
3���、傳送帶流程
我們將以上的分流程的順序功能圖合并起來,組合成如下的順序功能圖��。
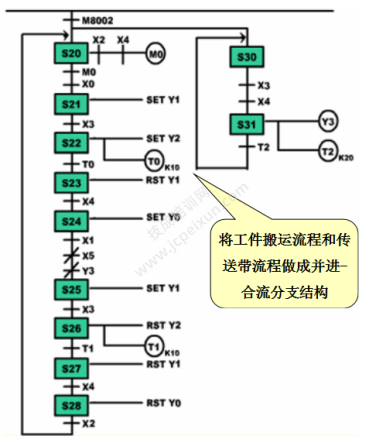
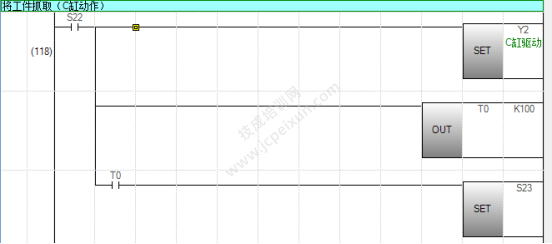
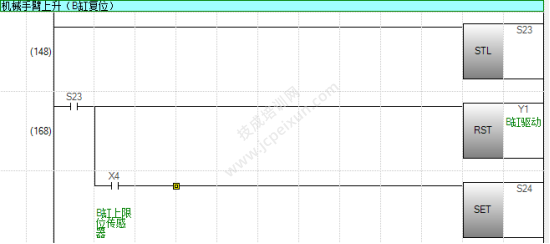
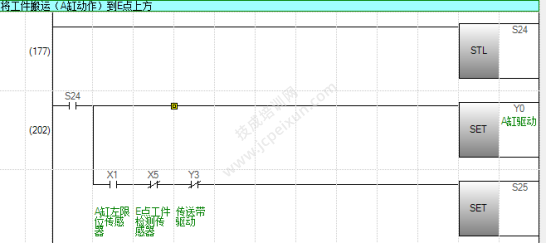
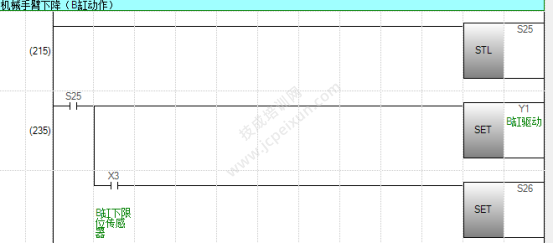
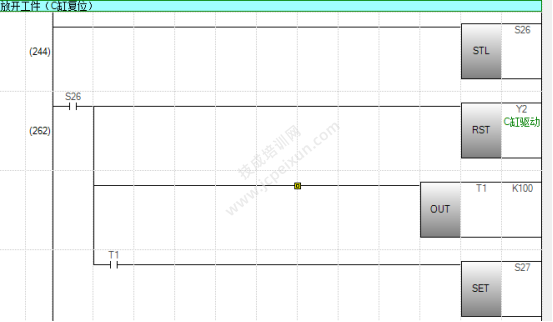
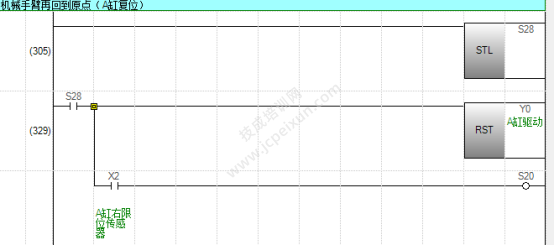
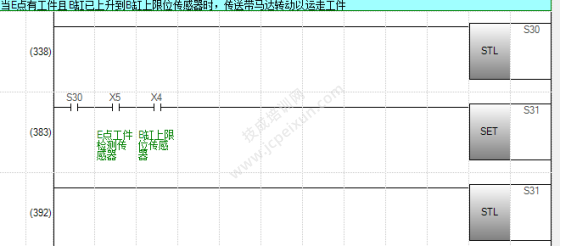
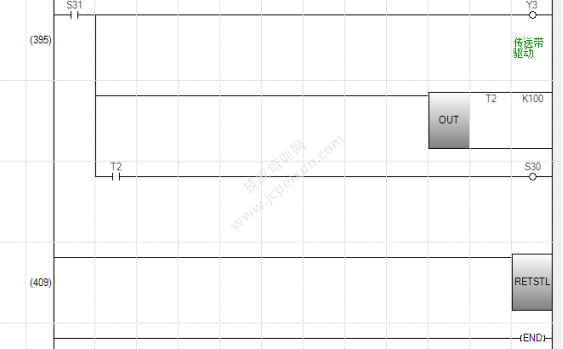
后��,我們根據(jù)繪制好的順序功能圖編寫出步進指令梯形圖程序就可以了。
程序是以FX5U PLC為例��,以GX WORKS3軟件編寫的����。具體程序如下:

看完之后是不是忍不住想要動手看看呢!本次案例拆解就到這里了,喜歡就趕緊收藏�����,自己動手吧!
(技成培訓(xùn)原創(chuàng)��,作者:蔡慧滎�,未經(jīng)授權(quán)不得轉(zhuǎn)載,違者必究!)

技成培訓(xùn)
微信公眾號:jcpeixun
|

技成電工課堂
微信公眾號:jcdgkt
|

技成PLC課堂
微信公眾號:jc-plc
|
 技成工具箱
技成企業(yè)服務(wù)
技成工具箱
技成企業(yè)服務(wù)